 199-4157-4218
199-4157-4218-

-

-
 微信扫一扫
微信扫一扫


 产品中心
产品中心
 新闻资讯
新闻资讯
某电商物流仓库为提升仓储效率,引入多台双立柱堆垛机承担高密度货架区的货物存取任务。该仓库日均订单处理量超10万单,堆垛机需24小时连续作业,单台设备日均往复运行里程达80公里。在持续高负荷运行3年后,技术人员发现部分堆垛机出现行走轨迹偏移、货叉取货成功率下降等问题,经检测确认堆垛机导向轮磨损严重,需立即更换。
(一)导向轮磨损特征
1、表面形态:导向轮外缘出现明显沟槽,最深达3mm,轮缘厚度磨损量超过原尺寸的40%。
2、运行异常:堆垛机行走时产生周期性振动,振动频率与轮速同步,货叉伸缩机构因设备晃动导致定位误差扩大至±15mm。
3、关联故障:轨道表面出现金属剥落痕迹,部分导轨接缝处存在0.5-1mm的错位。
(二)故障根源分析
1、机械因素:
轨道安装偏差:经激光校准仪检测,某巷道导轨水平度偏差达6mm,超出设计标准(±2mm),导致导向轮长期承受侧向力。
材料缺陷:原导向轮采用聚氨酯包胶工艺,但包胶层与钢芯结合强度不足,在-10℃低温环境下出现脆性开裂。
润滑失效:润滑脂选用不当,在高温高湿环境下发生氧化变质,导致轮轨摩擦系数从0.2升至0.5。
2、操作因素:
超载运行:系统记录显示,15%的存取任务涉及超过额定载荷(1.2吨)的货物,最大单次载荷达1.8吨。
急停操作:日均急停次数达12次,瞬时冲击力使导向轮承受的径向载荷增加3倍。
3、环境因素:
粉尘污染:仓库内纸箱碎屑、塑料包装膜等杂质堆积在轨道表面,形成磨粒磨损。
温湿度波动:夏季仓库内温度达45℃,冬季降至-5℃,导致导向轮材料热胀冷缩系数失配。

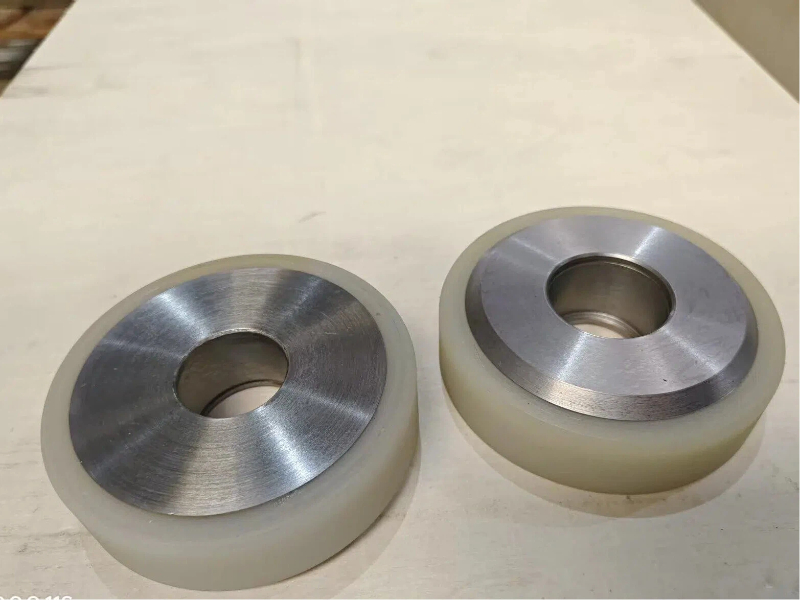
堆垛机导向轮磨损严重
(一)导向轮选型优化
1、材料升级:选用高弹性聚氨酯(Shore A 85-90)与45#钢一体浇铸工艺,包胶层厚度增加至15mm,抗撕裂强度提升60%。
2、结构改进:采用双唇密封设计,有效阻挡粉尘侵入;轮缘增加5mm宽的耐磨条,延长使用寿命。
3、参数匹配:根据实际载荷(1.5吨)重新计算导向轮直径,由原Φ200mm调整为Φ250mm,降低单位面积压强。
(二)轨道修复与校准
1、轨道调整:使用液压千斤顶对偏差超标段进行顶升,通过激光跟踪仪实时监测,将水平度误差控制在±1mm内。
2、接缝处理:对轨道接缝处进行打磨抛光,涂抹高强度环氧树脂胶,消除0.3mm以上的台阶。
3、防尘措施:在轨道两侧安装30mm高的橡胶挡尘板,减少粉尘堆积量70%。
(三)润滑系统改造
1、润滑方式:将人工定期润滑改为自动集中润滑系统,通过PLC控制每2小时定量注油0.5ml。
2、润滑剂选择:采用合成锂基润滑脂,适用温度范围-40℃至150℃,滴点达260℃。
3、油路设计:在导向轮安装轴内增设润滑油道,确保润滑脂直接输送至轮轨接触面。

更换聚氨酯堆垛机导向轮
(一)性能指标对比
| 指标 | 更换前 | 更换后 | 提升幅度 |
| 行走平稳性 | 0.7mm | 0.2mm | 71.4% |
| 货叉定位精度 | ±15mm | ±5mm | 66.7% |
| 导向轮寿命 | 3个月 | 18个月 | 500% |
| 维修成本 | ¥8,000/月 | ¥1,500/月 | 81.3% |
(二)长期跟踪数据
经过12个月的连续运行监测,新导向轮未出现异常磨损,轨道表面保持光洁,堆垛机综合效率(OEE)从82%提升至91%,有效支撑了仓库"双十一"期间日均20万单的处理需求。
1、故障预防体系:建立"三级点检"制度(操作工日检、维修工周检、工程师月检),结合振动频谱分析技术实现故障早期预警。
2、备件管理策略:采用ABC分类法管理备件,对导向轮等A类关键件保持3个月的安全库存,并通过VMI模式与供应商建立快速响应机制。
3、人员能力建设:开发AR辅助维修系统,通过虚拟投影指导维修人员完成导向轮更换等复杂操作,将培训周期从7天缩短至2天。
该案例表明,通过材料升级、结构优化、系统改造和规范管理的综合施策,可显著提升堆垛机聚氨酯导向轮的可靠性和使用寿命,为高密度自动化仓储系统的稳定运行提供保障。

电话:

邮箱:

地址:
微信扫一扫
Copyright © 2026 麦轮聚氨酯制品(昆山)有限公司 版权所有 苏ICP备2025171032号-2
![]() 苏公网安备32098102321366号 XML
苏公网安备32098102321366号 XML

 行业案例
行业案例



 上一个:
上一个: 返回列表
返回列表