 199-4157-4218
199-4157-4218-

-

-
 微信扫一扫
微信扫一扫


 产品中心
产品中心
 新闻资讯
新闻资讯
半导体设备行车轮的维护保养是确保半导体生产线稳定运行、延长设备寿命、降低故障率的关键环节。由于半导体制造对洁净度、精度和稳定性要求极高,行车轮的维护保养需重点关注以下方面:
1、洁净度管理
定期清洁:每日使用无尘布蘸取异丙醇(IPA)或去离子水擦拭车轮表面,去除微粒、有机物残留。
防尘措施:在非工作时段,使用防尘罩覆盖车轮,避免空气中的微粒沉积。
洁净室兼容性:清洁工具和溶剂需符合半导体洁净室Class 10 - 100标准,避免引入新的污染源。
2、化学污染防控
溶剂选择:避免使用含卤素、硫或重金属的清洁剂,防止对聚氨酯材料产生腐蚀或污染。
残留清除:清洁后需用去离子水冲洗,并用氮气吹干,确保无溶剂残留。
1、磨损检测
厚度测量:每月使用游标卡尺或激光测厚仪测量聚氨酯包胶层厚度,记录磨损速率。
表面检查:每周目视检查车轮表面是否有裂纹、剥落或异常磨损,重点观察轮缘和胎面。
振动分析:通过振动传感器监测行车轮运行时的振动频率和幅度,异常振动可能预示轴承或包胶层问题。
2、磨损阈值设定
安全阈值:当聚氨酯层厚度磨损至原始厚度的50%(通常为5 - 10mm)时,需安排更换。
临界预警:若发现裂纹或剥落,无论厚度如何,需立即停机更换,避免微粒脱落污染晶圆。
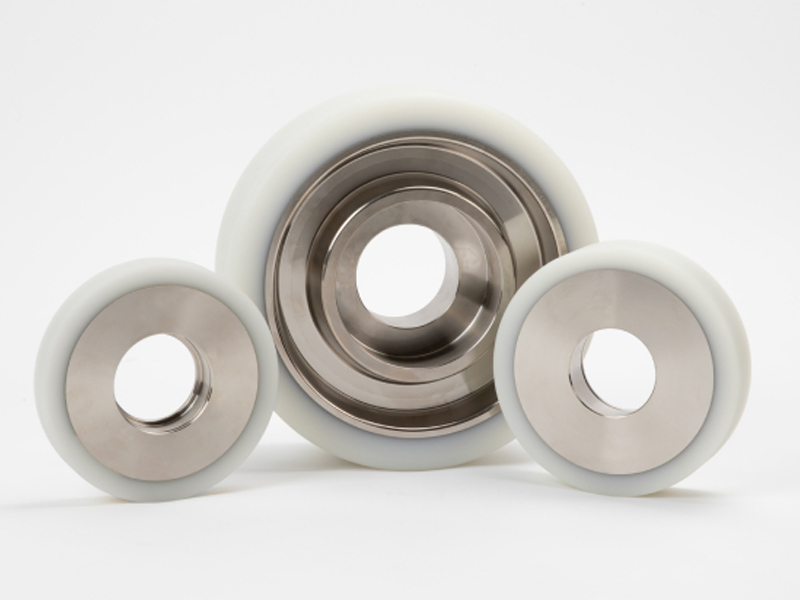
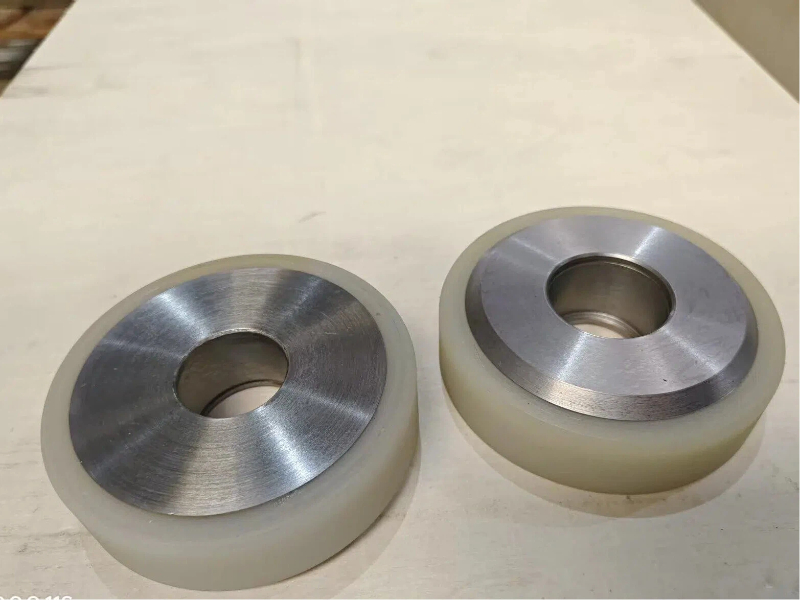
半导体设备行车轮
1、轴承润滑
润滑周期:每6个月补充一次高温润滑脂(如聚脲基润滑脂),确保轴承在 - 20℃至80℃环境下稳定运行。
润滑量控制:每次补充量为轴承腔容积的1/3 - 1/2,避免过量润滑导致泄漏或污染。
2、轴承状态监测
温度监控:安装红外测温仪,实时监测轴承运行温度,异常升温(超过环境温度30℃)可能预示润滑不足或轴承损坏。
噪音检测:使用声级计监测轴承运行噪音,异常噪音(超过60dB(A))需立即检查。
1、温湿度控制
温度范围:确保行车轮运行环境温度在 - 20℃至80℃之间,避免聚氨酯材料因热老化或低温脆化而失效。
湿度控制:相对湿度需保持在45% - 65%RH,防止轴承生锈或聚氨酯吸湿膨胀。
2、负载管理
负载限制:严禁超载运行,最大负载不得超过车轮额定载荷的80%(通常为400kg),避免包胶层剥离或轮毂变形。
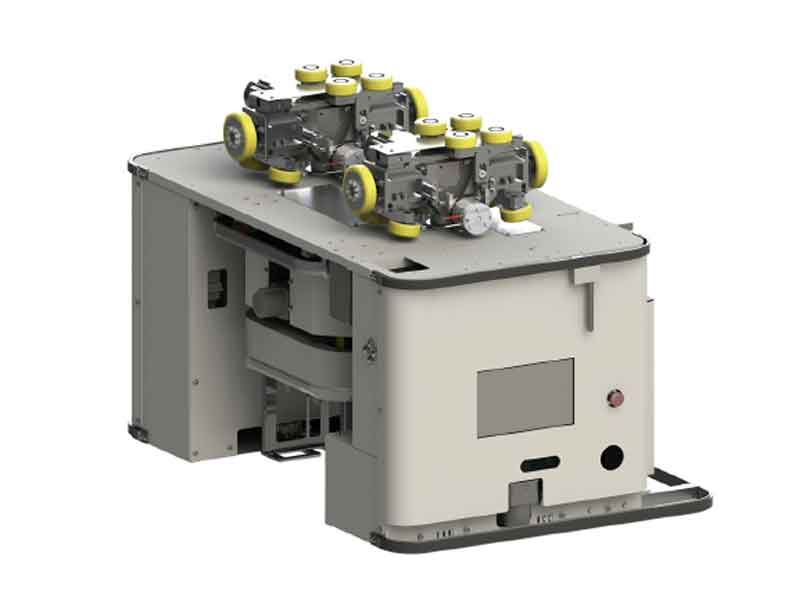
负载均衡:确保OHT(Overhead Hoist Transport)系统负载分布均匀,避免单侧车轮过载。
1、定期维护计划
月度维护:清洁、润滑、厚度测量、振动分析。
季度维护:轴承检查、轮毂紧固件扭矩检测、运行轨迹校准。
年度维护:全面拆解检查、轴承更换、聚氨酯层无损检测(如超声波探伤)。
2、专业检修
包胶层修复:若发现局部磨损或裂纹,需由专业厂商进行局部修复或整体更换,修复后需进行动平衡测试。
轮毂检测:使用超声波探伤仪检测轮毂内部是否有裂纹或疲劳损伤,确保结构完整性。
1、备件储备
关键备件:储备至少2套完整的聚氨酯行车轮组件(包括轮毂、轴承、包胶层),确保故障时24小时内更换。
备件存储:备件需存放在洁净室环境中,避免微粒污染和化学腐蚀。
2、应急预案
故障响应:制定行车轮故障应急预案,明确停机、更换、调试流程,确保故障时生产线停机时间不超过4小时。
人员培训:定期对维护人员进行行车轮更换、调试和故障诊断培训,提升应急处理能力。
1、维护记录
记录内容:维护日期、维护项目、检测数据(厚度、温度、振动等)、更换部件信息、维护人员签名。
记录保存:维护记录需保存至少5年,便于追溯和数据分析。
2、数据分析
磨损趋势分析:通过历史厚度数据预测车轮剩余寿命,优化更换周期。
故障模式分析:统计故障类型(如轴承损坏、包胶层剥离)和发生频率,针对性改进维护策略。
半导体设备用聚氨酯行车轮的维护保养需从清洁、磨损监测、润滑、环境控制、负载管理、定期维护、备件管理和数据分析等多维度入手,确保车轮在洁净、稳定、低磨损的状态下运行。通过建立科学的维护体系,可显著降低行车轮故障率,延长使用寿命,保障半导体生产线的连续性和产品质量。

电话:

邮箱:

地址:
微信扫一扫
Copyright © 2026 麦轮聚氨酯制品(昆山)有限公司 版权所有 苏ICP备2025171032号-2
![]() 苏公网安备32098102321366号 XML
苏公网安备32098102321366号 XML

 行业案例
行业案例



 上一个:
上一个: 返回列表
返回列表