 199-4157-4218
199-4157-4218-

-

-
 微信扫一扫
微信扫一扫


 产品中心
产品中心
 新闻资讯
新闻资讯
聚氨酯叉车轮包胶的工艺流程涵盖材料准备、轮芯处理、包胶成型、后处理及检验五大核心环节,具体如下:
1、轮芯材料:选用高强度钢材(如碳钢、合金钢)或铝合金,确保结构强度和耐久性。
2、聚氨酯材料:根据应用场景选择硬质或软质聚氨酯,兼顾耐磨性、弹性及抗腐蚀性。
3、辅助材料:准备清洗剂、粘合剂、防锈油、特殊涂层(如耐磨涂层、抗静电涂层)等。
1、清洗:
新轮芯:用清洗剂去除表面油污、杂质。
旧轮芯:先剥离旧包胶层,再彻底清洗残留胶质。
2、粗糙处理:通过打磨或喷砂增加轮芯表面粗糙度,扩大粘合面积。
喷砂:根据轮芯材质选择砂粒类型,进一步优化表面粗糙度,提升包胶层附着力。

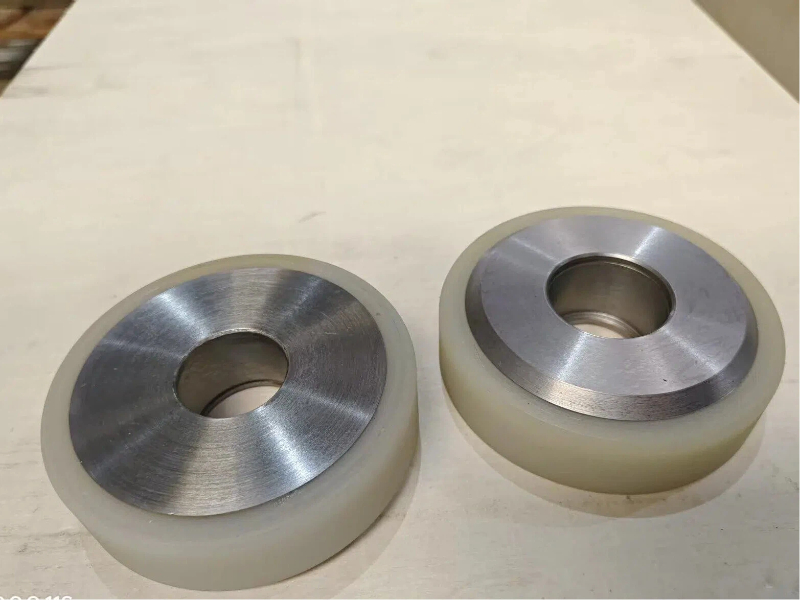
聚氨酯叉车轮
1、模具准备:根据轮子尺寸和形状定制专用模具,确保内表面光滑无毛刺。
2、浇注/注塑:
浇注:将液态聚氨酯倒入模具,均匀分布后采用真空技术排除气泡,提升包胶质量。
注塑:加热模具至特定温度,通过压力将聚氨酯注入型腔,快速成型(几秒内完成)。
3、硫化处理:
将模具放入硫化机,在100-150°C下持续硫化数小时(通常10-15小时),使聚氨酯与轮芯紧密粘合。
硫化时间与温度需根据材料特性精确控制,确保性能达标。
4、冷却固化:硫化完成后自然冷却至室温,聚氨酯逐渐硬化,形成坚固包胶层。
1、热处理:对轮芯进行淬火和回火,提升硬度和韧性,增强整体性能。
2、表面处理:
防锈处理:涂覆防锈油或防锈剂,防止轮芯和包胶层生锈腐蚀。
特殊涂层:根据需求喷涂耐磨、抗静电等涂层,进一步提升性能。
3、修整打磨:去除表面毛刺、不平整部分,确保外观光滑。高精度需求时,使用数控磨床进行镜面打磨。
1、尺寸检验:用卡尺、千分尺等工具测量轮子尺寸,确保符合设计要求。
2、外观检验:检查表面是否有气泡、裂纹、划痕等缺陷,保证质量稳定。
3、性能测试:
动平衡测试:确保轮子运转平稳,减少振动。
承载能力测试:验证轮子在额定载荷下的稳定性。
耐磨性测试:模拟实际工况,评估包胶层耐磨性能。
聚氨酯叉车轮包胶工艺涵盖材料准备、轮芯处理、包胶成型、后处理及检验五大环节。通过清洗、粗糙处理轮芯,经浇注/注塑与硫化使聚氨酯紧密粘合,再经热处理、表面修整等后处理,最后通过尺寸、外观及性能测试确保质量。整个流程兼顾强度、耐磨性与稳定性,满足叉车在不同工况下的高效运行需求。

电话:

邮箱:

地址:
微信扫一扫
Copyright © 2026 麦轮聚氨酯制品(昆山)有限公司 版权所有 苏ICP备2025171032号-2
![]() 苏公网安备32098102321366号 XML
苏公网安备32098102321366号 XML

 行业案例
行业案例



 上一个:
上一个: 返回列表
返回列表