 199-4157-4218
199-4157-4218-

-

-
 微信扫一扫
微信扫一扫


 产品中心
产品中心
 新闻资讯
新闻资讯
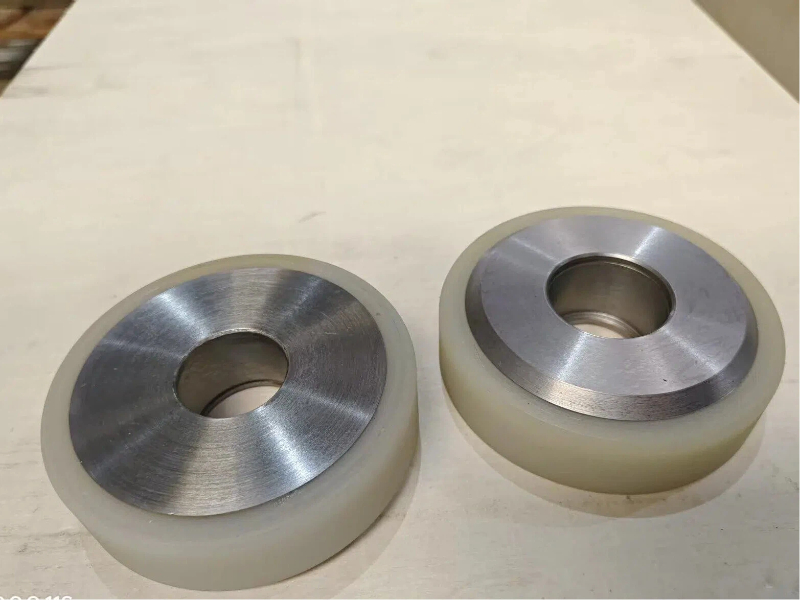
电动叉车轮重新包胶是一项针对磨损、老化或损坏的叉车轮进行修复与性能升级的工艺,通过选用高性能聚氨酯材料,结合专业硫化工艺,恢复轮体承载能力、耐磨性及抗撕裂性,同时优化轮面设计以提升抓地力与减震效果,延长使用寿命并降低综合成本。聚氨酯电动叉车轮重新包胶的工艺流程主要包括以下步骤:
工具与材料准备:包括聚氨酯包胶材料、清洗剂、砂纸或打磨工具、专用粘合剂或胶水、硫化设备(如硫化机)、打磨机或砂轮、测量工具(如游标卡尺)等。
安全准备:穿戴防护服、手套和护目镜,确保操作过程中的安全。同时,确保工作区域通风良好,避免有害气体积聚。
清洗:使用清洗剂彻底清洗叉车轮表面,去除油污、灰尘和旧包胶残留。清洗后,用干净的布擦干或用压缩空气吹干。
修补:对叉车轮表面的破损处进行修补,使用与聚氨酯材料相容的胶水或修复剂,确保修补处平整、牢固。
打磨或喷砂:对清洗干净的叉车轮表面进行粗糙处理,如打磨或喷砂,以增大表面粗糙度,增加新包胶层与叉车轮表面的粘合面积和粘合力。表面处理应均匀一致,避免局部过度处理或处理不足。

聚氨酯电动叉车轮
涂胶:在处理好的叉车轮表面均匀涂上一层专用的聚氨酯胶水或粘合剂,确保胶水均匀分布,避免局部过多或过少。
包胶:将新的聚氨酯材料均匀包覆在叉车轮上,控制包胶层的厚度和均匀性,确保包胶后的叉车轮尺寸和形状符合要求。同时,避免气泡和空隙的产生,以提高包胶层的强度和耐用性。
硫化:将包胶后的叉车轮置于硫化设备中进行一定时间的硫化处理。硫化过程有助于聚氨酯材料与叉车轮表面的牢固结合,并提升包胶层的耐磨性、耐老化性等性能。硫化时间一般为数小时至十数小时不等,具体取决于聚氨酯材料的种类和硫化条件。在硫化过程中应严格控制温度和时间,以确保硫化效果达到最佳。
打磨与修整:硫化完成后,对包胶层进行打磨和修整处理,去除表面的毛刺、凹凸不平和多余材料。
检验:对翻新后的叉车轮进行全面检查,包括尺寸检验(使用卡尺、千分尺等量具)、外观检验(检查表面是否有气泡、裂纹、划痕等缺陷)和性能测试(如动平衡测试、承载能力测试和耐磨性测试),确保其符合使用要求和安全标准。
综上所述,聚氨酯电动叉车轮重新包胶,需先做好工具材料及安全准备,再经清洗修补、表面打磨处理,均匀涂胶后包覆新聚氨酯材料,严格控制硫化温度与时间进行硫化处理,最后经打磨修整,并从尺寸、外观、性能等多方面检验,确保翻新后的叉车轮符合使用要求与安全标准,延长其使用寿命。

电话:

邮箱:

地址:
微信扫一扫
Copyright © 2026 麦轮聚氨酯制品(昆山)有限公司 版权所有 苏ICP备2025171032号-2
![]() 苏公网安备32098102321366号 XML
苏公网安备32098102321366号 XML

 行业案例
行业案例



 上一个:
上一个: 返回列表
返回列表