 199-4157-4218
199-4157-4218-

-

-
 微信扫一扫
微信扫一扫



 产品简介
产品简介
工业重型聚氨酯叉车驱动轮以铁质轮芯与高密度聚氨酯复合结构为核心,兼具重载承载、耐磨抗冲击、耐温耐腐蚀等特性,可降低滚动阻力、减少噪音并保护地面。其广泛应用于物流、制造、港口等领域,通过规范维护与科学选型,可显著延长使用寿命、降低全周期成本,是提升工业设备效率与可靠性的关键部件。
 产品中心
产品中心
 新闻资讯
新闻资讯
工业重型聚氨酯叉车轮采用铁芯与高密度聚氨酯一体成型工艺,滚动阻力低,可提升作业效率并降低能耗;表面防滑花纹增强抓地力,减少打滑风险,能有效保护地面,延长设备寿命,是工业搬运设备的理想选择。
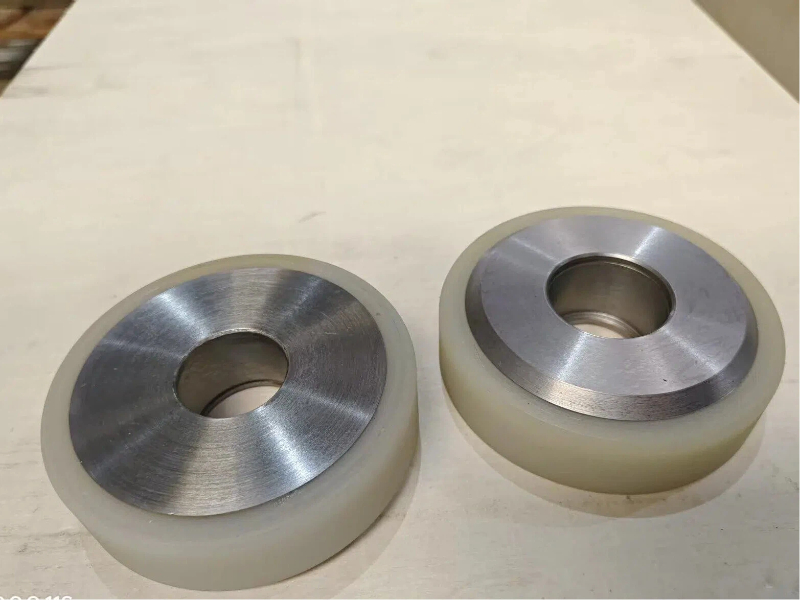
1、复合结构
由铁质轮芯、聚氨酯包胶层及精密轴承组成。铁质轮芯提供高强度支撑,聚氨酯包胶层通过高温高压一体成型工艺与轮芯结合,确保无缝衔接,避免传统胶水粘接的脱落风险。
2、材料性能
硬度范围广:邵氏硬度A10-100可调,重载场景常用A85-95,兼顾耐磨与抗冲击性。
耐磨性卓越:是天然橡胶的3-5倍,实验室测试显示,在负载2000kg、速度4km/h条件下连续运行145分钟后,切向张力减少20%,外部温度较橡胶轮低10℃。
耐化学腐蚀:对酸、碱、油等物质具有高抵抗力,某化工企业实测显示,在酸碱环境中使用2年后,轮体无溶胀或开裂现象。
宽温域适应:常规型号适用-40℃至120℃,改性配方可拓展至-50℃至150℃,满足冷链与高温作业需求。
重型聚氨酯叉车轮
1、重载承载能力
单轮承载可达5吨以上,铁质轮芯与高密度聚氨酯的组合,使轮体在重载下形变率<5%,确保设备稳定性。例如,某物流中心换装后,叉车倾倒事故率降低60%。
2、动态效率提升
低滚动阻力:摩擦系数较橡胶轮减少30%,电机能耗降低15%,续航里程提升20%。
高摩擦抓地力:表面防滑花纹设计,在湿滑地面刹车距离缩短40%,减少打滑风险。
3、全生命周期成本优化
初始成本虽高于橡胶轮20%-30%,但寿命延长3-5倍。某制造企业统计显示,5年周期内总成本降低45%,包括减少2次更换、降低30%维修费用及提升15%作业效率。
4、环境适应性
静音运行:噪音<65dB,较金属轮降低20dB,适用于电子车间等噪音敏感场景。
地面保护:软质表面减少对环氧地坪的压痕,某电商仓库换装后地面维护成本减少40%。
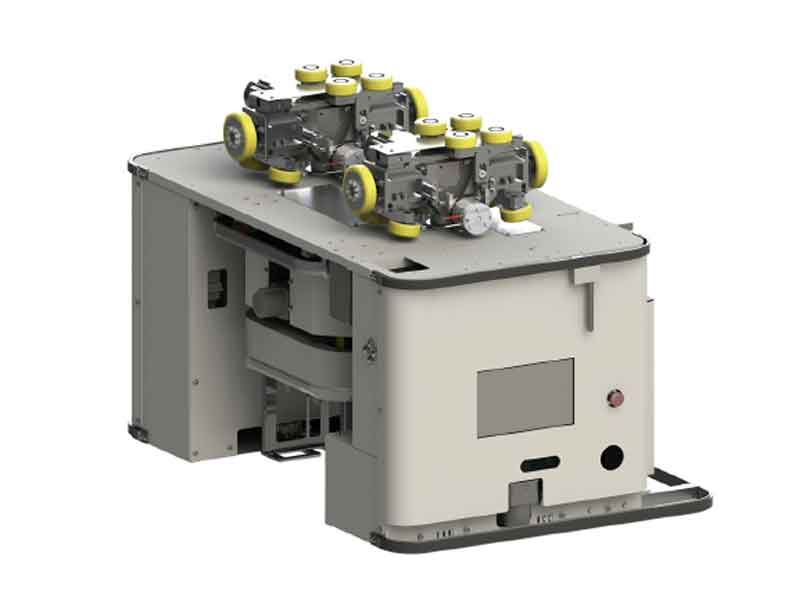
1、物流仓储
在自动化立体库中,驱动轮需承受高频启停与转向冲击。聚氨酯轮的弹性记忆特性可吸收离心力,减少设备侧倾,堆高机作业效率提升25%。
2、工业制造
汽车生产线输送设备中,驱动轮需连续运行8000小时/年。聚氨酯轮的抗疲劳性能使轮面无裂纹,较橡胶轮寿命延长4倍。
3、港口码头
集装箱搬运车在盐雾环境中使用,聚氨酯轮的耐腐蚀性确保3年无锈蚀,较金属轮维护周期延长6倍。
4、采矿设备
在碎石地面作业时,驱动轮需承受高频冲击。聚氨酯轮的抗撕裂强度达15MPa,较橡胶轮破损率降低70%。

聚氨酯叉车驱动轮
1、日常清洁
每日用湿布擦拭轮体,顽固污渍使用中性清洁剂,禁用含氯溶剂。
清除胎面嵌入的金属屑,防止行驶时划伤地面。
2、气压管理
每月检测气压,标准值按说明书调整(通常0.6-0.8MPa)。
气压过高导致弹性降低,过低引发变形,长期偏差会缩短寿命30%。
3、紧固检查
每季度用扭矩扳手检查轮毂螺栓,紧固力矩需符合标准(如M12螺栓为100-120N·m)。
松动螺栓会导致轮体晃动,增加20%磨损率。
4、专业保养
每半年送修检测轴承间隙,调整至0.05-0.1mm。
每年评估轮体磨损,剩余厚度<5mm时更换,防止轮芯暴露污染食品。
1、负载匹配
3吨以下设备选A85硬度轮,5吨以上用A90+硬度轮。
超载10%会使寿命缩短50%,需严格按额定载荷使用。
2、环境适配
冷链场景选低温改性配方(-50℃),高温烘烤线用耐热型(150℃)。
化工行业选耐酸碱型号,食品车间用FDA认证材料。
3、尺寸定制
直径200-800mm可选,窄V型槽设计提升转弯灵活性。
充气轮(直径300-800mm)适应复杂地形,实心轮(直径≤300mm)用于固定路径。
工业重型聚氨酯叉车驱动轮以铁质轮芯与高密度聚氨酯复合结构为核心,兼具重载承载、耐磨抗冲击、耐温耐腐蚀等特性,可降低滚动阻力、减少噪音并保护地面。其广泛应用于物流、制造、港口等领域,通过规范维护与科学选型,可显著延长使用寿命、降低全周期成本,是提升工业设备效率与可靠性的关键部件。

电话:

邮箱:

地址:
微信扫一扫
Copyright © 2026 麦轮聚氨酯制品(昆山)有限公司 版权所有 苏ICP备2025171032号-2
![]() 苏公网安备32098102321366号 XML
苏公网安备32098102321366号 XML

 行业案例
行业案例



 上一个:
上一个: 返回列表
返回列表